

专业承接网架加工、管桁架加工
定制您的网架专属解决方案

产品服务热线:184-5264-1777







管桁架加工

管桁架加工价格
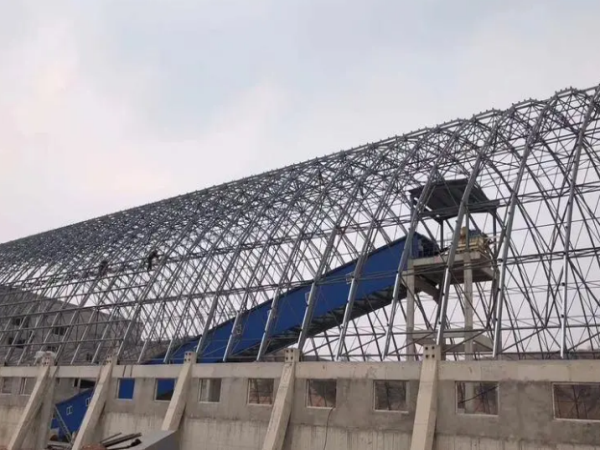
管桁架指通过在两边联接金属杆所形成的方格式结构。桁件使桁架构造用材经济发展、构造自重轻,便于组成各种各样外观设计以满足不一样的用处。下边要跟大伙儿分享的是管桁架价格拼装焊接加工要点。
管桁架指通过在两边联接金属杆所形成的方格式结构。桁件使桁架构造用材经济发展、构造自重轻,便于组成各种各样外观设计以满足不一样的用处。下边要跟大伙儿分享的是管桁架价格拼装焊接加工要点。
1、平台及胎架支撑点务必有充足的弯曲刚度,在互联网上应明确标出关键控制点的标识,当作预制构件制做时的测量点。在行业(已测平,偏差在2mm之内)上划到桁架控制点的水平投影点,加上防伪标志或做好其他显著标识。
2、用水平仪或其他测平仪器对管桁架的控制点的竖直设计标高进行检测,确保预制构件控制点的竖直设计标高规格合乎工程图纸规定,随后用挂锤球或其他仪器设备(如水平仪)的办法确保析架子上的控制点的水平投影点与软件上标底控制点重叠,允许误差在2.0mm内。用角铁或钢管等临时支撑将胎架进行固定,以兔胎架在组装环节中摇晃,减少控制点的精密度。
3、用起吊机将刚连接好一点的弦杆按照其具体地址放置于胎架上,固定定位块。再度用水平仪、水准仪等设备对管桁架里的控制点进行检测,对偏差点根据调整调整块来确保弦杆区域的恰当。
4、明确负责人位置关系时,务必放电焊焊接收拢容量,融合本项目的实际情况,每一个连接头放1~1.5mm。在胎架中对弦杆各节点位置进行画线;安装强轴,并定位焊,对强轴连接头定位焊时,不能低于4点。
5、准确定位之后,对主桁架进行焊接,先焊未靠住胎架的一面,焊上后,用起吊机将析架翻盘,再焊另一面,焊接时,为确保焊缝质量,尽量减少平焊、仰焊。在拼装时,应按照设计要点考虑到桁架的预偏位值(在设计无规定时可按L/1500选值)。
为了能确保管桁架元件的品质从而使按段桁架间的接缝处安装在一起,必须把胎架总体布局。路面元件的品质将直接影响高处段元件的品质。测绘工作的产品质量是钢桁架高精密安装的重要任务目标。测定工程验收应贯彻到每一个流程的开始与结束,而且对每一个全过程的结构测量,追踪和测试全是全方的位位置监管。
(此内容由www.ltwjc.com提供)


我们承接网架加工、管桁架加工
定制您的网架专属解决方案
-
 微信咨询
微信咨询
-
 官方微信
官方微信

Copyright 徐州力霆网架工程有限公司 版权所有! 备案号:苏ICP备19036524号-5 声明:本站部分内容图片来源于互联网,如有侵权请及时联系管理员删除,谢谢!
+
 微信号:18452641777
微信号:18452641777

微信号:18452641777
 首页
首页
 微信
微信
 电话
电话